The global infrastructure sector is witnessing a paradigm shift in surface material preferences. Modern commercial, industrial, and high-occupancy residential projects demand material specifications that balance high structural integrity with minimal maintenance footprints. This has accelerated the adoption of Resilient Flooring—a diverse category spanning Stone Plastic Composite (SPC), Wood Plastic Composite (WPC), PVC ceiling and wall cladding solutions, and modular acoustic systems.
According to current market intelligence, the global resilient flooring sector is projected to expand significantly, driven by urbanization, commercial real estate investments, and a stringent regulatory focus on indoor environmental quality (IEQ). Unlike traditional hard surfaces such as natural hardwood or ceramic tiles, engineered resilient flooring features advanced layered polymer technologies. These composite materials absorb impact, minimize sound transmission, resist chemical degradation, and maintain physical dimensions under variable temperatures.
As international supply chains optimize, the demand for Custom OEM Resilient Flooring Suppliers and Exporters who can modify formulation profiles to meet local codes is at an all-time high. Key industry specifiers like architects, interior designers, and general contractors now prioritize partners capable of providing dynamic structural compositions, bespoke texture wear layers, and environmental compliance certifications (such as ISO 9001, CE, FloorScore, and ASTM testing parameters).
Industries such as hospitality, healthcare, institutional learning, and logistics require heavy-duty surface options. Flooring in healthcare facilities must withstand persistent chemical disinfection, while retail centers require extreme wear resistance (AC3 to AC5 ratings). Establishing a relationship with a high-capacity manufacturer like Foshan Haven Decoration Co., Ltd. guarantees supply stability, precision engineering, and localized regulatory compliance.
The progression of composite polymer chemistry is shaping the future of industrial and commercial surfaces. Today's R&D efforts center on improving dimensional stability and incorporating green polymer matrices. Below are three critical industry development trends shaping resilient surfaces:
Global environmental mandates push manufacturers to shift away from traditional petroleum-heavy resins to bio-attributed PVC and post-industrial wood fiber composites. This drastically reduces the embodied carbon footprint of construction projects.
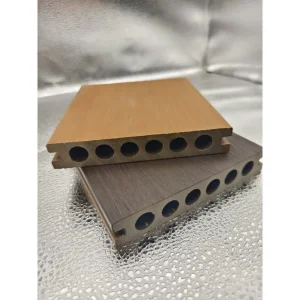
Acrylonitrile Styrene Acrylate (ASA) co-extrusion technology molecularly fuses a protective shield over WPC and PVC cores. This provides high UV block efficiency, preventing color fading and micro-cracking in extreme outdoor environments.
Acoustic performance is critical in multi-family and commercial developments. Modern resilient products integrate acoustic backing membranes and wooden slat configurations to achieve high STC (Sound Transmission Class) ratings.
Industrial materials must perform under diverse climate conditions and municipal building codes. Resilient structures like SPC flooring, WPC cladding, and high-impact PVC sheets adapt well to localized applications:
As a seasoned supplier, Foshan Haven Decoration Co., Ltd. utilizes a systematic OEM/ODM technical pipeline. This process translates custom project specifications into scalable, field-tested surface solutions.
Our engineers assess the project requirements, including load capacity, UV exposure, flame retardance (Class B1/A2), and wear index. We then optimize the polymer formulation, balancing density and mineral-to-plastic ratios.
For custom WPC profiles and PVC cladding, our in-house tooling division creates precise extrusion dies. Computer-aided flow simulations ensure consistent wall thickness and structural stability across the profile.
We apply finishes ranging from hot stamping foil to high-fidelity PVC lamination and anti-scratch UV coatings. Advanced embossing cylinders print deep-grain textures directly onto the wear layer.
We test production runs for dimensional stability under heat, peel resistance, formaldehyde emission rates, and slide resistance (Pendulum test). This ensures compliance with international importing standards.
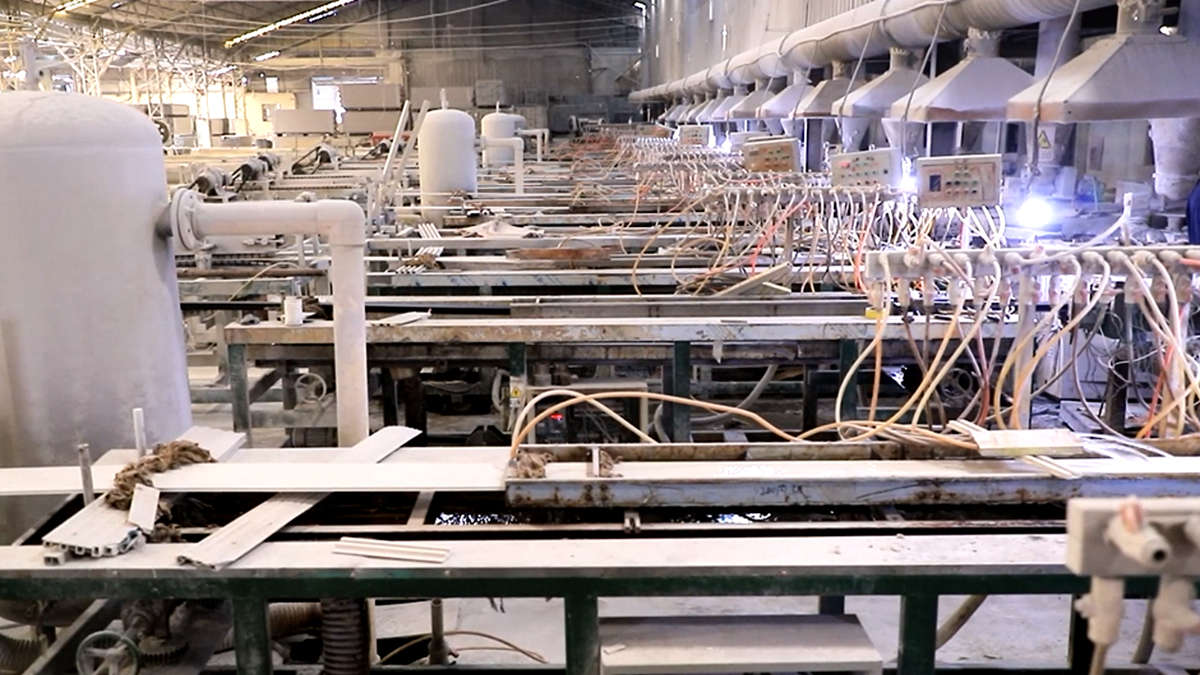
Established in 2005 in Foshan, Guangdong—the heart of China's advanced building materials manufacturing hub—Foshan Haven Decoration Co., Ltd. has grown from a specialized manufacturer of PVC ceiling panels into a globally recognized producer of high-performance resilient surfaces.
With an annual sales volume exceeding 35 million USD, our facilities are equipped with heavy extrusion machinery, laminators, and packaging systems. We maintain quality control standards to ensure our products meet the performance demands of importers, major distributors, and commercial contractors worldwide.
Our design philosophy centers on material innovation. We continuously refine the structural properties of our products to offer durable, weather-resistant, and aesthetically versatile options for modern construction projects.

We design and manufacture high-performance surface solutions, including:
Our manufacturing workflow is designed for consistency, speed, and strict quality control. Below is an overview of our production stages:













As green building certifications (such as LEED, BREEAM, and DGNB) shape project specifications worldwide, sustainable sourcing has become a standard. At Foshan Haven, we prioritize eco-conscious materials and practices throughout our production cycle.
Our raw material compounding process incorporates recycled post-industrial polymers, helping divert plastic waste from landfills. We optimize energy use during extrusion and lamination, recycling process water and reusing scrap material directly back into new cores. This closed-loop system reduces manufacturing waste while preserving the physical performance properties of the final product.
Furthermore, our interior wall cladding, SPC, and WPC flooring lines are engineered for low VOC emissions, supporting healthier indoor air quality. By minimizing formaldehyde and utilizing lead-free stabilizers, we ensure our flooring and wall systems are suitable for schools, hospitals, and residential spaces.

Here are detailed answers to key technical questions from engineers, buyers, and project specifiers looking to optimize their sourcing strategy:
For commercial spaces, durability depends on the wear layer thickness. In heavy commercial applications, we recommend a wear layer of 0.5mm to 0.7mm. This provides a typical lifetime of 15 to 25 years under high-traffic conditions, provided standard installation guidelines are followed.
ASA (Acrylonitrile Styrene Acrylate) is a high-grade polymer known for its weather and UV resistance. Capping WPC wall cladding with an ASA layer helps prevent polymer degradation and fading from direct sunlight, maintaining color and physical integrity over time.
Our standard PVC panels meet Class B1 fire ratings under European and international testing standards. This means they are flame retardant, release minimal smoke, and do not produce burning droplets, making them suitable for public commercial spaces.
For custom extrusion profiles or specific custom colors, our standard minimum order quantity (MOQ) is generally one 20-foot container. However, this can vary depending on the product type and complexity of the profile. Please contact our sales engineers to discuss your project requirements.
Yes. SPC and engineered laminate flooring have high dimensional stability and heat resistance, making them compatible with hydronic and electrical radiant floor heating systems. We recommend keeping operating temperatures below 27°C (80°F) to protect the click connections.
We pack all products in high-density corrugated cartons and stack them on reinforced wooden pallets. The pallets are wrapped in moisture-barrier stretch film and secured with steel or PET strapping. Heavy dunnage bags are used inside the shipping containers to prevent shifting during transit.